앞의
설명과 같이 가열코일의 설계는 가열물에 따른 가열부위를 기초로한
발진기의 주파수, 요구되는 전력 밀도에 덧붙여 생산성을 감안한 설비구조에
의해 결정되므로 자연히 특수한 여러종류의 가열코일이 쓰여지게 됩니다.
(1)
평판코일
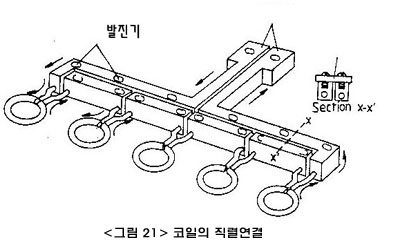
크기가
비교적 작고 동일한 여러개의 부품을 동시에 가여하는 방안은 그림 21과
같은 코일의 직렬연결을 생각할 수 있습니다. 그러나 이 보다는 그림
22코일이 과잉 인덕턴스가 작으므로 보다 효율적이 되며 이것을 우리는
평판 코일이라 부릅니다.
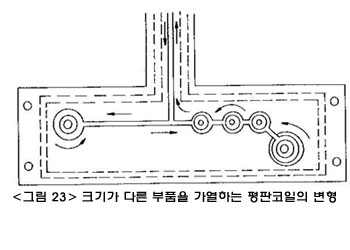
이 코일의 적용은 그림 23은 동일 부품은
아니나 크기와 모양이 비슷한 경우에 사용되는 변형된 평판코일을 보여주고
있습니다.
평판코일에서
주의해야 할 점은 코일과 코일과의 간격입니다. 아래 그림의 a 와 같이
코일 간격이 너무 좁으면 전류 흐름에 상호 저항하는 힘이 생겨 결국
인덕턴스의 바란스가 무너지게 됩니다.
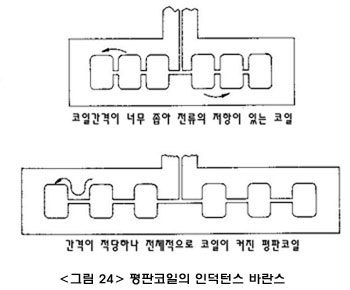
이
현상을 줄이려면 코일 간격은 코일 직경의 1.5배 이상은 뛰어야 안전하나
그림22처럼 코일 간격에 홈을 낸다면 코일이 격리되어 전류 흐름에 방해가
없어지므로 최선의 방법이 되는 것입니다.
(2)
나비코일 (Butterfly Coil)
가열코일
설계시 어려운 문제는 축(Shaft)이나 봉(Bar)같이 끝부분이 평탄한 무체의
수평 균열가열입니다.
왜냐하면 고주파 가열은 표피현상이 있으므로
당연히 외각부분과 중심부분 모두의 균일가열 실현은 그리 쉬운 문제가
아니기 때문입니다.
이러한 목적으로 사용되는 코일은 그림 8의 팬
케이크 코일이 있으나 이 코일 역시 중심부에는 자속이 서로 상쇄되어
사점(死点)이 존재한다는 것입니다. 그러므로 이런 모든 문제를 해겨하여
균일가열을 시킬 수 있는 코일에는 아래 그림과 같은 나비코일이 있습니다.
이는
그 모양이 두 개의 날개로 구성되어 나비모양을 하고 있어 붙여진 이름으로
이 코일의 중심부 자력선 방향은 반드시 일직선으로 정열시켜 가열의
주축을 이루며 외각날개 부분의 코일은 가열에 보탬이 되기도 하고 그렇지
않게 할 수도 있습니다.
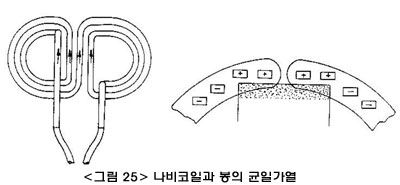
즉,
날개부분의 코일을 구부러 위로 올리면 자속이 멀어져 가열에 도움을
주지 않으므로 이 높이를 적당히 조절만 한다면 우리가 목표로 하는
균일가열을 얻을 수 있는 것입니다.
(3)
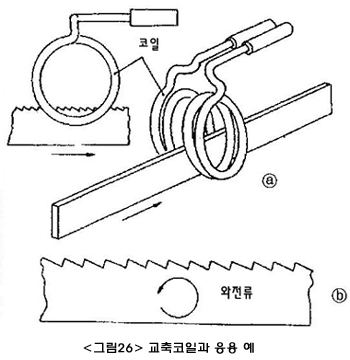
교축코일 (Transverse Flux Coil)
일반적으로
가열물은 가열코일의 중심축 방향으로 삽입하여 가열시키는 것이 보통이나
아래 그림처럼 코일과 코일간격 사이 즉, 코일 중심축의 직각방향으로
가열물을 넣도록 설계한 코일을 쿄축코일이라 부릅니다. 이 코일은 흔히
활톱날과 같은 띄강판의 열처리에 이용하며 그 원리는 아래 그림처럼
가열물을 화살표 방향으로 진행 시키면 와전류가 b 와 같이 생성되면서
가열하게 됩니다.
최근
이 코일의 활용범위는 고주파 설비의 출력을 증가시켜 큰 와전류를 생성시켜
띄강판 전체를 에워싸게 하여 철강공장에서 생산한 핫 코일의 일괄 열처리도
가능케 되었습니다.
(4)
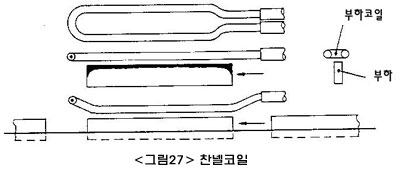
찬넬코일 (Channel / Conveyor Coil)
작업능률을
높이기 위하여 흔히 사용되는 기계적 시스템에는 콘베어(Conveyor)는
회전판(Turn Table)처럼 일정시간에 규칙적으로 움직이는 인덱싱 모드(Indexing
Mode)가 있는데 이것과 함께 쓰일 수 있는 코일은 그림 27과 같은 것으로
이를 찬넬코일 혹은 콘베어 코일이라 부릅니다.
이
코일의 적용은 가열시간이 극히 짧거나 고주파 유도 전력밀도가 높으면
적당치 않습니다. 그 이유는 기계적 진동등으로 인하여 가열물과 코일과의
상대위치가 정확치 않기 때문입니다.
그림 27의 아래 코일은 실제로
쓰이는 대표적인 찬넬코일로 그 모양이 머리핀(Hair Pin) 형태로 되어
있어 단속작업의 경우 끝 부분의 가열이 보다 집중되고 연속작업의 경우는
가열물과 접촉이 되므로 이 코일처럼 끝 부분을 구부리면 이런점이 모두
해결되게 됩니다.
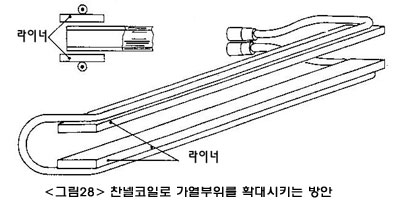
만약 이 코일로 넓은 면적의 균일가열이 요구되면
그림 28과 같은 라이너 (Liner)를 부착시키면 좋으며 이는 이미 단권코일에서
설명한 내용과 같습니다.
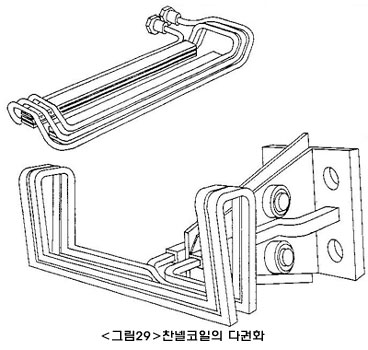
그림
29는 찬넬코일을 다권화한 것이며 그림 28은 보다 큰 인덕턴스를 갖는
또 다른 찬넬코일의 다권화입니다.
(5)
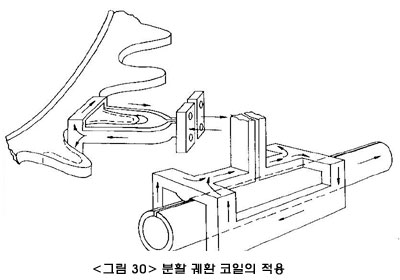
분활 궤환코일 (Split Return Coil)
분활
궤환코일은 전봉관 용접후 용접 부위만의 열처리나 치차의 열처리처럼
어느 일부분만을 집중 가열코져 할 때 쓰이는 인덕터로 이는 가열전류를
분배하고 집중시키는 일종의 코일 변형으로 그림 30은 이 코일을 보여주고
있습니다.
이것은 효율보다는 정확한 부위의 집중가열에 그 촞점이
맞추어져 설계의 포인트는 가열전류가 두 개로 분활되어 흐르다 다시
합쳐질 때 이 합쳐지는 부위가 더욱 집중가열되는 원리를 이용한 것입니다.
만약
여기서 더욱 큰 집중가열이 요구된다면 이번에는 가열물과 코일사이의
간격을 좁힘으로써 가능하게 됩니다. 그러나 이 때 주의할 점은 다른
부위와의 가열 바란스의 조절입니다.
(6)
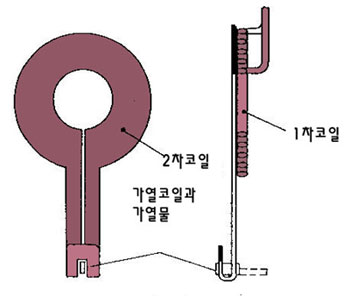
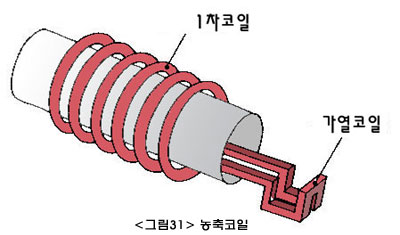
농축코일 (Concentrator Coil)
여러
종류의 고주파 가열을 경험하다 보면 가끔 조그만 가열물에 매우 큰
자속을 집속시킬 필요를 느끼곤 합니다. 이럴 때는 트란스 원리를 이용한
코일결합은 적당치 않고 자속 농축장치라 표현될 장치(농축코일)가 쓰여지고
있습니다.
그림
31은 그 예로 1차는 팬케이크 코일이며 2차 코일은 원판 타입으로 결합도는
이것을 움직여 조저하며 가열코일은 끝 부분을 구부려 사용하고 있습니다.
또한 그 아래 그림은 또 다른 형태의 농축코일을 보여주고 있습니다.
|